
- 微信: yujiaxin-666
- QQ: 2269845694
- 電話: 159 8681 6992
- 郵箱: info@szyujiaxin.com
F75 CoCrMo概述
發布日期:[2023/12/21]
1.1 通用特性
鈷基合金早已被廣泛的應用在苛刻的領域,過去是以熔融鑄造來作為可工業化的制程。Arcam公司的電子束熔煉將和鑄造技術成為直接競爭的對手,在鈷基合金制造成復雜零件的另一個可行性的選擇。大多數鈷基超合金鑄造的熔融鑄造都是在開放的大氣氣氛中進行鑄造,但Arcam公司的電子束熔煉過程是在真空環境下,提供了可控制的環境并使加工零件材料性能更優越。鈷鉻鉬合金廣泛的用于醫療用植入物裝置,尤其適用于高硬度或高拋光、極耐磨材料的合金。鈷鉻鉬合金的應用程序如膝關節植入物的首選材料,金屬對金屬髖關節和口腔修復中的配件。
鈷合金的性能在航空和陸上燃氣輪機中也起著重要的作用,雖然真空鑄造鎳合金在現代航空渦輪發動機的耐熱部件中占有主導地位,但鈷合金通常被指定用于工業氣體渦輪機的燃料噴嘴和葉片等特別苛刻的應用場合。Arcam公司的ASTM F75是一種非磁性的鈷鉻鉬合金,具有高強度、耐腐蝕、耐磨的特性,廣泛的應用于骨科和牙科植入體,以及高度拋光的部件包括股骨柄置換髖關節和膝關節髁,其他還有鈷醫療植入物包括髖臼杯和脛骨托盤。在所有情況下,特別是在髖關節部件,材料質量是很重要的,因為這些植入物零件是承受重負荷和反復的疲勞。
1.2特性
Arcam公司的ASTM F75 CoCrMo合金也適用于塑料件的注塑生產用的高速注射用模具,其高硬度的材質和優良的材料質量可允許拋光組件達到光學或鏡面等級,并確保模具的壽命。這些模具可以制作成復雜的幾何形狀,并且制作隨形冷(冷卻水路接近產品的表面),進一步提高模具的使用壽命和提高生產率,以及零件和其表面的質量。
1.3應用
鈷鉻鉬合金的典型應用
–燃氣輪機
1.4粉末規格
Arcam公司的ASTM F75 CoCrMo合金粉末是采用氣體霧化和化學成分符合ASTM F75標準規格生產的來做為電子束沉積使用的,粉末的顆粒大小為45 - 100微米(mm),最小顆粒尺寸的限制保證了粉末的安全處理(過小的粉末有塵暴危險)。請參閱Arcam公司的MSDS(材料安全數據表)關于Arcam ASTM F75 CoCrMo合金的處理和安全的更多信息。
1.5化學成份
如下表1. 有關Arcam ASTM F75 與ASTM F75的比較表,注意到余量是鈷元素。
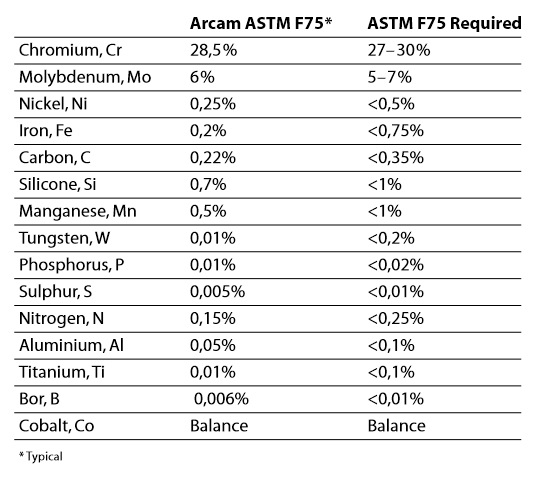
材料中含的鈷和鉻(Co, Cr)都是低蒸氣壓材料易在燒結過程蒸發
計算密度:熱等靜壓(HIP)>8.29 g/cc (MIM燒結有孔隙可能低于此數字)
1.6機械性能
如下表2. 有關Arcam ASTM F75 與ASTM F75的機械性能比較表
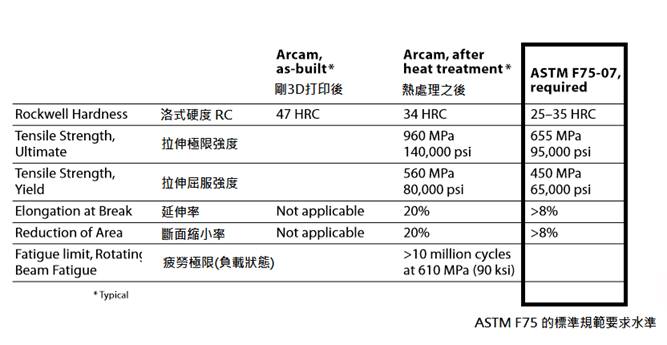
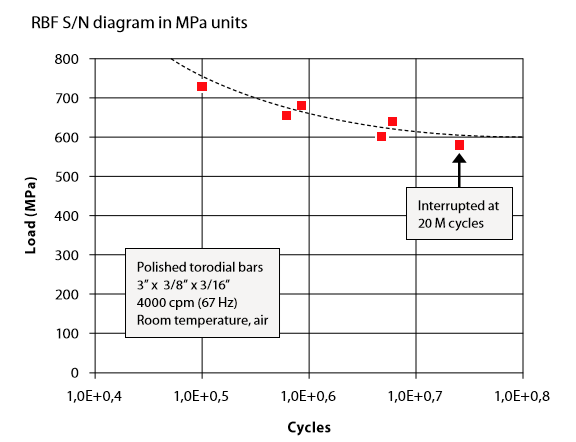
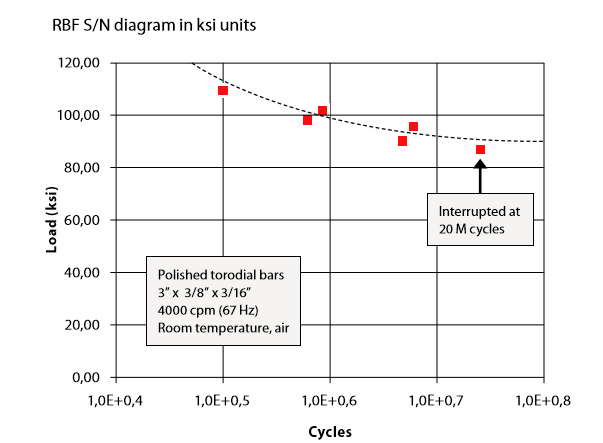
圖2. Arcam ASTM CoCr F75耐疲勞測試的標準;上圖為公制MPa;下圖為美制KSI
2.后處理
2.1采用金屬注射成形
推薦使用POM喂料系統,并采用酸催化脫脂,由于CoCrMo三元合金對于碳的敏感性,一定要確保脫除粘結劑干凈,并嚴格控制碳含量不能超標以防止尺寸變異以及性能變差;但碳含量過低硬度也會跟著不夠,強度變差,燒結曲線的設定建議不要跑到高真空段太久。燒結最高溫度建議至少要在1250~1300℃范圍內,并有至少3小時以上的保溫以增加材料的致密度。由于大中華區的燒結爐條件不盡相同,Dr. Q無法精確告知各位正確的燒結條件,但是處理過BASF Panacea這支材料的廠家,應該就不陌生燒結的參數變動,注意到致密化的最高燒結溫度甚至要到達6小時以確保MIM件密度到位,請注意!
2.2熱處理
經過3D打印的產品必須采用下列兩種熱處理方式
1. 如果有必要,熱等靜壓是一個增加密度的制程,請按照:1200℃, 1000ba, 氬氣保壓240分鐘。
2. 均質化熱處理(HOM)請按照下列參數:1220℃, 0.7~0.9 mba, 氬氣保壓240分鐘;然后急冷由1220℃到760℃,必須在8分鐘內。這種急速冷卻的目的是為了防止溶解到基地的碳聚集并改善顯微結構的均質性,減少由于EBM材料因打印沉積的不均勻現象(金屬粉末注射成形亦采用此工藝處理)
2.3 切削
3D沉積的F75有很好的切削性能,零件可以采用傳統的機械加工來移除材料。同時也允許拋光到達鏡面或光學等級的光滑表面。(當然必須經過HIP消除內部孔隙后,這和MIM零件的先天缺失是一樣的,3D打印和沉積方式都有這樣的分層與孔隙)
2.4 微觀結構
如果沒有經過熱處理和調質處理(HIP+HOM),以電子束沉積的3D打印方式的F75零件的顯微結構可以很輕易的觀察到具有層狀結構,這是因為碳沉積在晶界的位置。熱處理可以改變這種不均勻的現象使碳重新溶解到結構中。
以下微觀結構是未經熱處理以及熱處理之后,在Z方向的顯微結構變化,碳含量較多的地區顯示出較高的硬度。
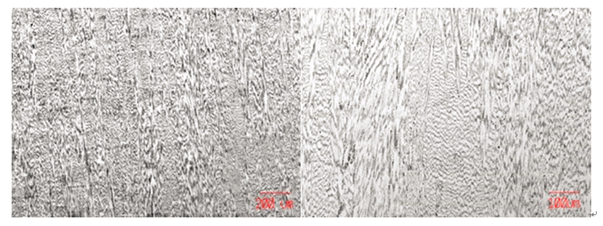
圖3.剛完成沉積后的零件Z方向截面的微結構;左50x(紅色尺標顯示200um)、右 100x(紅色尺標顯示100um)
經過熱等均壓與均質處理后顯微結構轉變成為均勻狀態(等軸晶體),碳重新溶解到基地晶粒中使得零件脆性降低而延展性變好,這里也看不到有任何的孔洞。
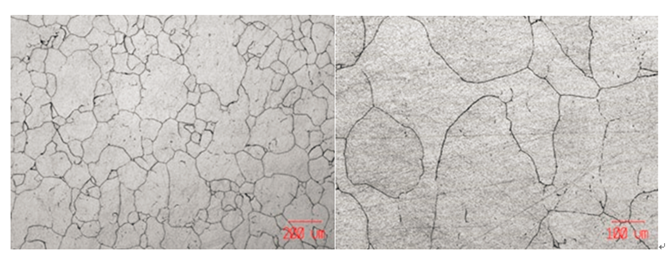
圖4.經熱處理后的零件Z方向截面的微結構;左50x(紅色尺標顯示200um)、右 100x(紅色尺標顯示100um)